
Swiss style turning was designed for the machining of long slender workpieces, which would be a struggle or even impossible to produce with conventional machine tools.
This is achieved by feeding the bar stock through a guide bushing device, which supports the material, as the tools engage the cut.
Over the years, these machines have progressed to offer much more than just turning long slender components.
Parts which were once, only considered as a milling part, can now be made far more efficiently on a sliding head machine, due to the automated nature of the equipment and the diverse range of tooling options available.
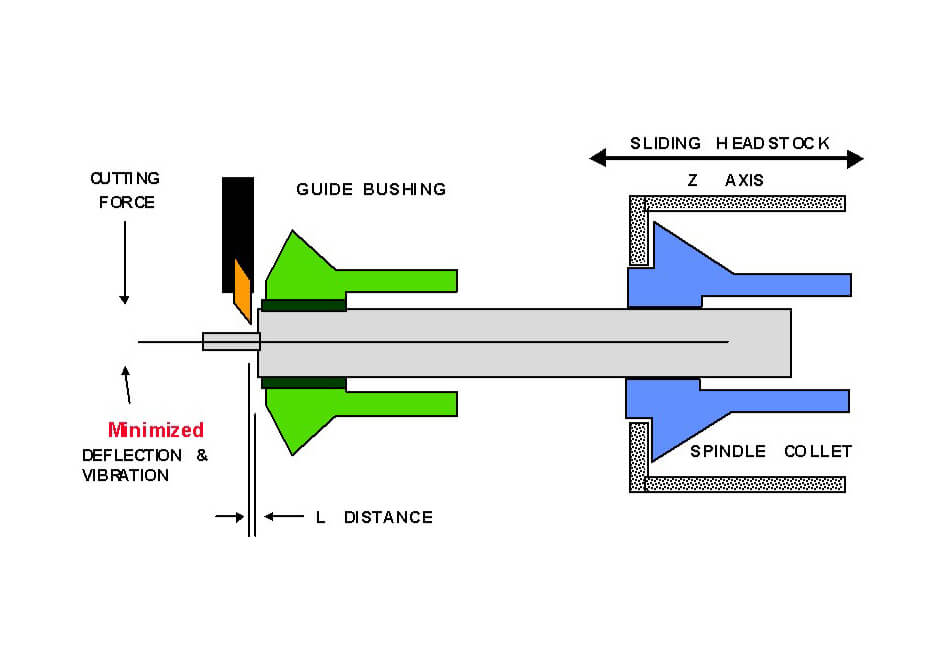
This diagram is to help explain how the sliding head process works. A conventional ‘fixed head lathe’ grips / rotates the bar and the tools move towards the workpiece to remove the material and reveal the part. The head stock is ‘fixed’. This method is bound by a simple rule: the amount of material allowed to extend from the head stock is ‘2 x the Diameter’. Any more than this will result in deflection and will require some form of support, usually a tail stock or steady rest.
The advantage of a ‘sliding head lathe’ is that it provides consistent support by means of a guide bush and overcomes the 2 x Diameter rule. It does this by a ‘sliding head’ principle. The sliding head grips / rotates the bar and then feeds it through a slip-fit guide bush. On the other side of this support guide bush are the cutting tools. This means that the cutting tools are always positioned at the point of greatest support and no deflection can occur.
For example, we can produce a part from 20mm bar stock that has a 1.0mm diameter along a length of 200mm.
This capability makes this process unique.
There are many parts that we make that could also be produced on a conventional lathe, but the sliding head platform has provided a more economical approach and also provided a cost-effective outcome for our clients. But there are many, many more parts that we make that cannot be produced by any other type of machining platform. From Hyper dermic needles, very small diameter screws and long components that have no allowance for center support, and this process often removes the need for additional cylindrical grinding by a 3rd party.
Circ is able to assess each individual project and determine if this process will provide the most beneficial outcome. The ‘Sliding head process has enabled lots of our clients to re-imagine the approach they take when designing parts for an assembly, as some of the constraints of conventional manufacture have been removed.

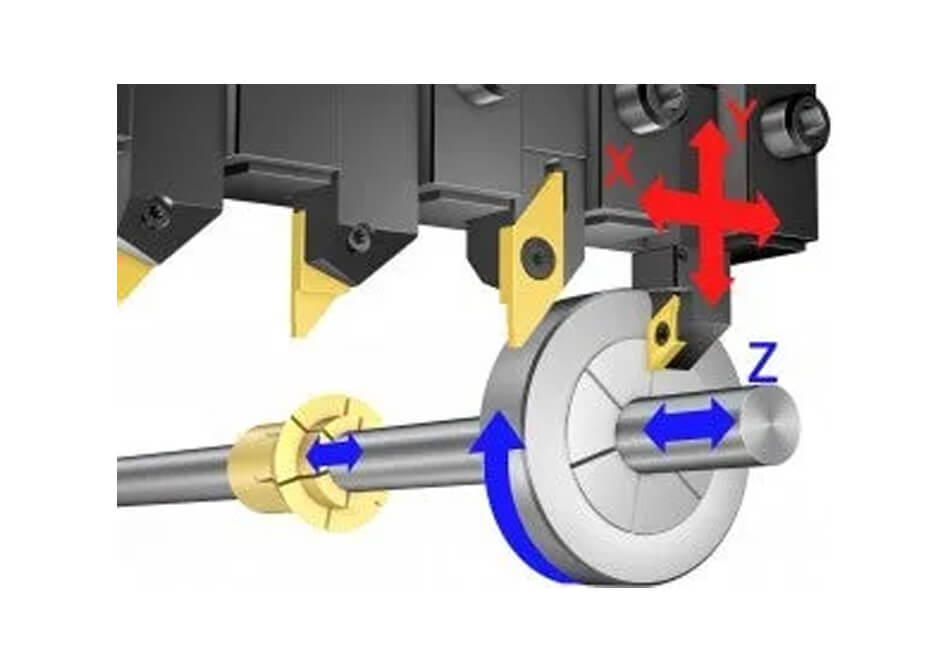
All our sliding head machines feature both main and sub spindles and carry a multitude of tooling, including driven cross working and end face milling / off center drilling.
This enables us to offer, ‘Done in one’ type manufacture, where the components are automatically conveyed from the machines, finished, without any secondary operations.
This in turn, allows us to offer fantastic value to our clients and running our machines through unmanned shifts, allows us to offer competitive pricing.
All our sliders are fed by full length, fully automatic bar feeds that can be loaded up to run for days at a time.
To control the flow of parts coming through inspection and finishing, we carry out inspection reports and statistical process control measures. This ensures you get the correct parts, on time and within tolerance.

We are proud to be one of a small number of shops, in the South west, to be able to offer Sliding head turning. So if you're looking for CNC machining near me, CIRC is the place to go.
These machines require lengthy training and experience but can allow both our programmers and also our design clients, the chance to open their minds and really stretch the limits of what is possible, in component manufacture.
Parts no longer must be simplified for cost effective production.
Get in touch